Bomba contra incendios de aspiración final horizontal serie EHF
Certificación UL 448 | Alta eficiencia | Rendimiento confiable en protección contra incendios
Las bombas contra incendios horizontales de aspiración final de la serie EHF están diseñadas y fabricadas en estricta conformidad con los requisitos de la norma UL 448, lo que garantiza un rendimiento de protección contra incendios estable, fiable y reconocido internacionalmente. Gracias a su diseño hidráulico optimizado, su robusta construcción y su eficiencia superior, la serie EHF es ideal para edificios comerciales, complejos industriales, almacenes, instalaciones municipales y sistemas de protección contra incendios en mercados de todo el mundo.
1. Características principales
✔ Construcción con certificación UL 448
Todas las bombas se someten a rigurosas pruebas de rendimiento y resistencia de UL para garantizar el cumplimiento de las normas internacionales de protección contra incendios y una fiabilidad constante a largo plazo.
✔ Alta eficiencia y ahorro de energía
La carcasa, el impulsor y los conductos de flujo, optimizados hidráulicamente, garantizan un excelente rendimiento hidráulico, reduciendo el consumo de energía y los costes operativos.
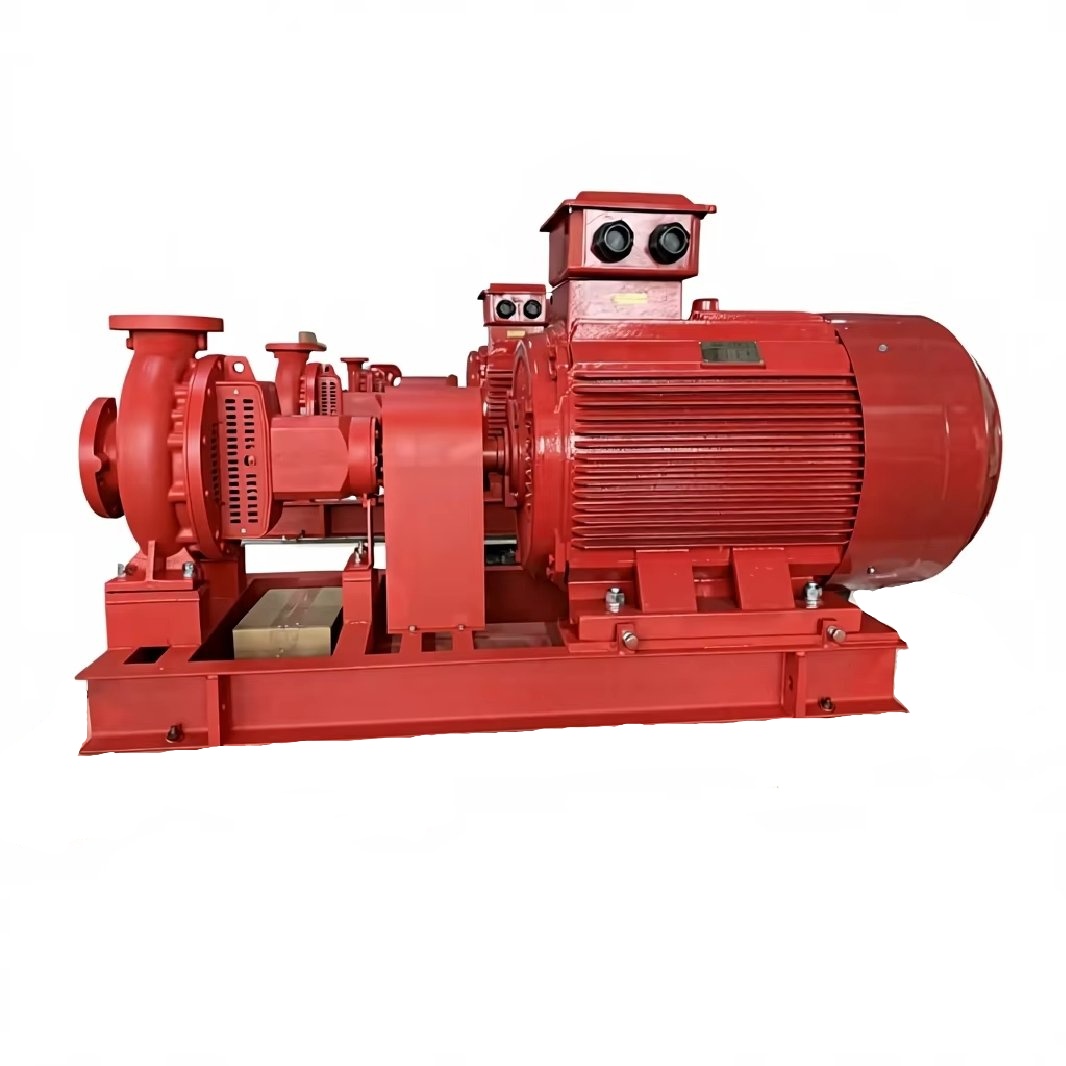
✔ Diseño robusto de succión final
• Carcasa de hierro fundido o hierro dúctil de alta resistencia.
• Eje de alta resistencia con resistencia superior a la corrosión.
• Componentes mecanizados con precisión para una baja vibración y una vida útil prolongada.
✔ Amplio rango de funcionamiento
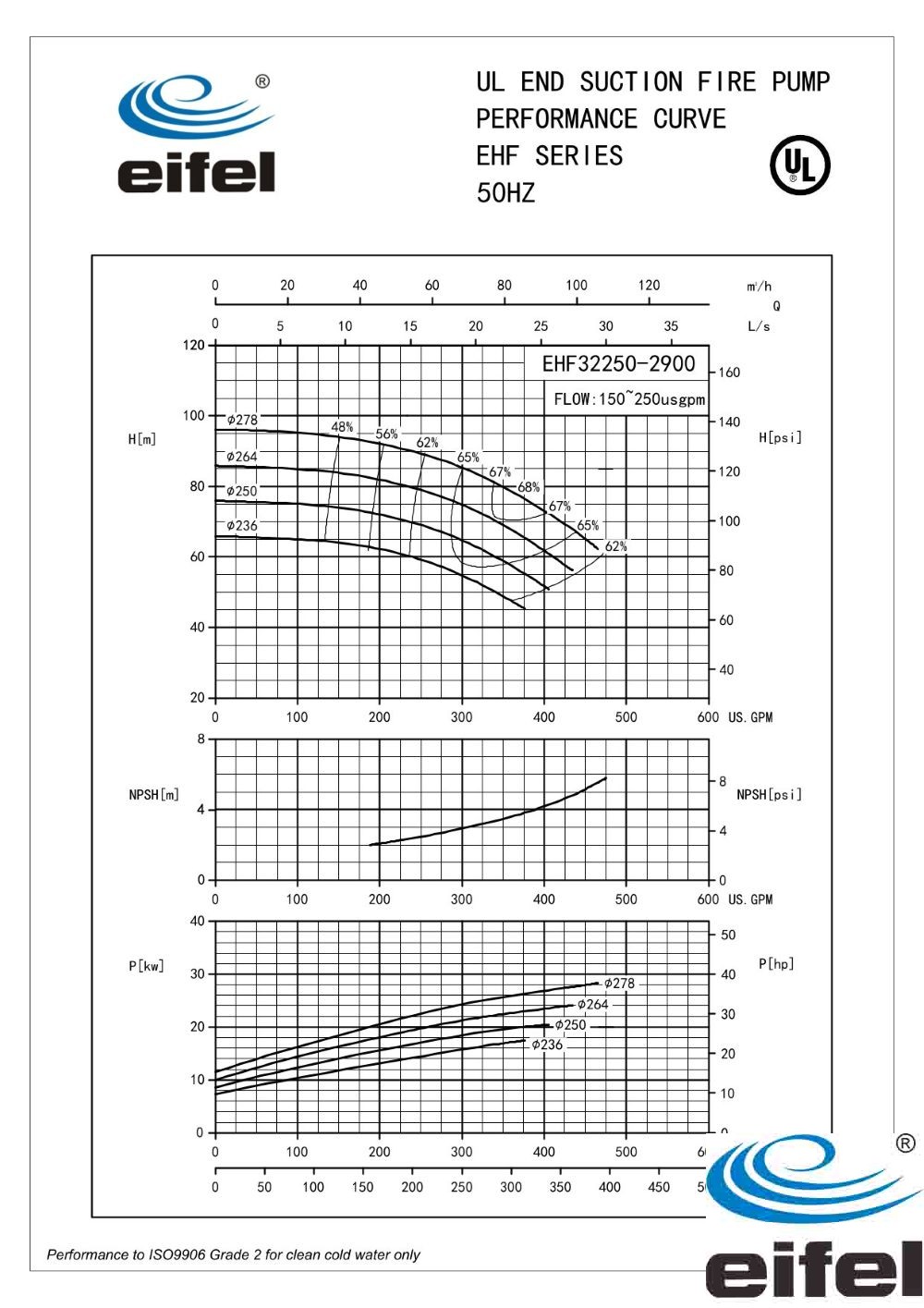
• Rango de caudal: Diseñado para cubrir las capacidades comunes de las bombas contra incendios UL.
• Rango de potencia: Adecuado para sistemas contra incendios en edificios de gran altura y de gran tamaño.
• Rendimiento NPSH estable para un funcionamiento seguro en entornos exigentes.
✔ Compatible con paquetes de bombas contra incendios.
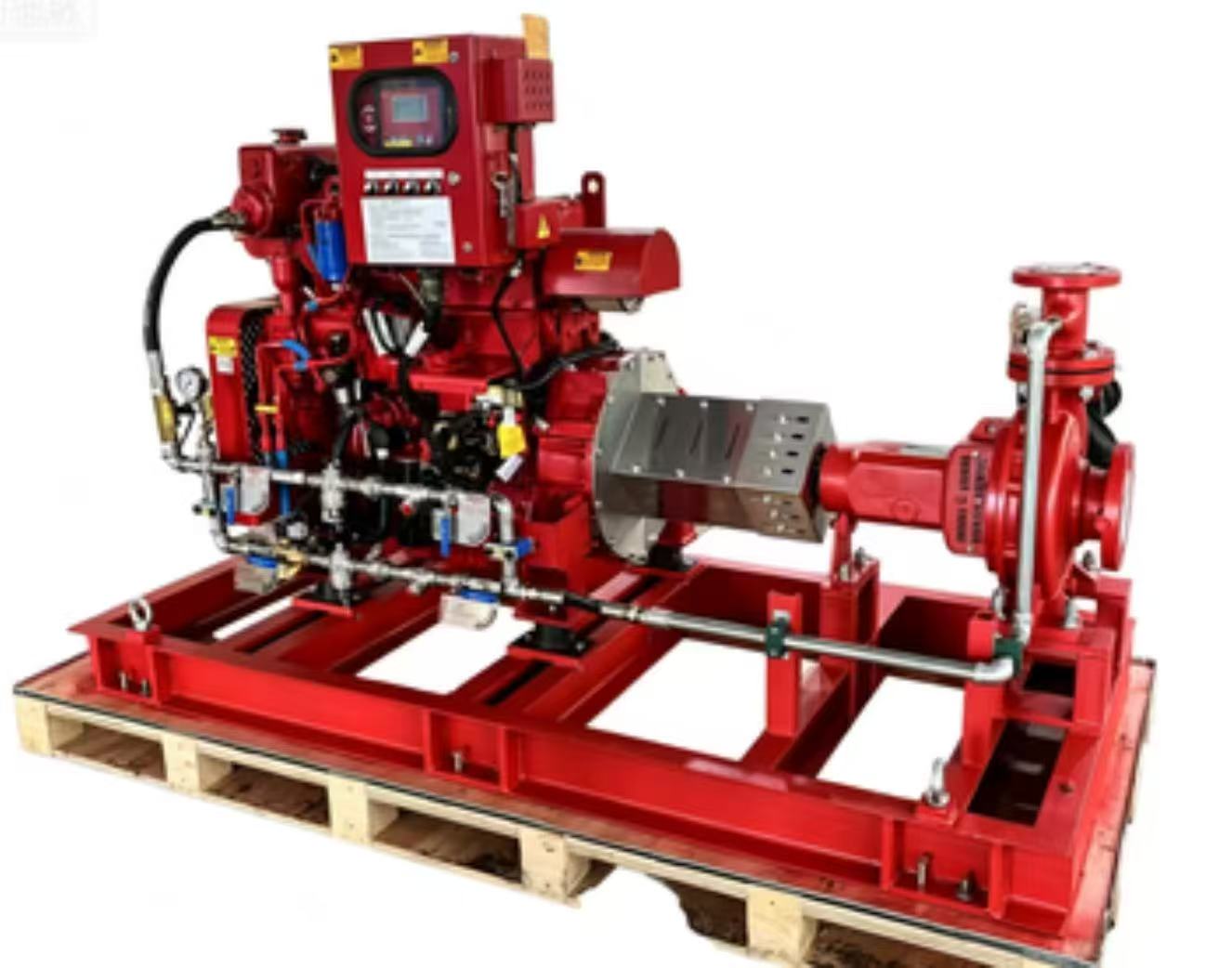
Adecuado para el montaje de sistemas de bombas contra incendios UL accionados por motor eléctrico, motor diésel o de doble accionamiento.
También es compatible con bombas auxiliares, controladores y sistemas completos de bombeo contra incendios.
2. Ventajas del producto
- Diseñado para la protección contra incendios en misiones críticas.
La serie EHF garantiza un suministro de agua fiable en situaciones de emergencia, manteniendo un caudal estable incluso durante los momentos de máxima demanda por incendios.
- Eficiencia hidráulica superior
La geometría optimizada del impulsor mejora el rendimiento en todo el rango de funcionamiento, al tiempo que minimiza las pérdidas hidráulicas.
Los materiales robustos y las tolerancias precisas garantizan una excelente durabilidad en condiciones de funcionamiento continuo a largo plazo.
- Facilidad de instalación y mantenimiento
La configuración horizontal de aspiración final simplifica el diseño de las tuberías, reduce el coste de instalación y ofrece un acceso cómodo para el mantenimiento.
3. Aplicaciones típicas
• Edificios comerciales y centros comerciales
• Almacenes y centros logísticos
• Edificios de oficinas de gran altura
• Instalaciones petroquímicas
• Plantas de fabricación
• Sistemas municipales de protección contra incendios
• complejos industriales
• Bomba de refuerzo del suministro de agua para protección contra incendios
4. Especificaciones técnicas
Materiales (opcional)
• Carcasa de la bomba: Hierro fundido / Hierro dúctil
• Impulsor: Bronce / Acero inoxidable
• Eje: Acero inoxidable de alta resistencia
• Sello: Sello de embalaje
• Motor eléctrico UL
• Motor diésel UL
• Paquete de bomba contra incendios montada sobre patín
• Conjunto completo de bomba contra incendios con controlador y accesorios.
5. Aspectos destacados de la actuación
Funcionamiento fiable en situaciones de emergencia.
La serie EHF está diseñada para mantener un flujo y una presión de salida estables durante caídas repentinas de presión o eventos de incendio de alta demanda.
Valores de NPSH optimizados
Garantiza un funcionamiento sin cavitación y un rendimiento de succión fiable incluso en condiciones difíciles.
Probado y verificado
Antes de su envío, cada bomba se somete a rigurosas pruebas hidrostáticas, de rendimiento y de resistencia para garantizar su fiabilidad a largo plazo.
6. Configuraciones opcionales
• Paquete completo de bomba accionada por diésel
• Controlador de bomba contra incendios UL/FM
• Bomba auxiliar y sistema de mantenimiento de presión
• Juntas flexibles y válvulas de aislamiento
• Solución completa para salas de bombas contra incendios
• Sistema de circuito de medidor de flujo
• Color y marca personalizados para clientes OEM/ODM.
7. ¿Por qué elegir la serie EHF?
✔ Certificado UL 448 – Listo para el mercado global
✔ Alta eficiencia – Menores costos de energía
✔ Duradero y fiable – Diseñado para una protección contra incendios a largo plazo.
✔ Amplia gama de aplicaciones – Cubre la mayoría de los tipos de edificios.
✔ Compatible con OEM/ODM – Disponemos de servicios de personalización de marca, pintura y embalaje.
✔ Soporte técnico sólido – Curvas, dibujos y asistencia en la selección
Curva de rendimiento

 English
English Русский
Русский Español
Español عربي
عربي 中文
中文















 IPv6 RED SOPORTADA
IPv6 RED SOPORTADA

